

une fois GRBL installé sur le module ARDUINO UNO , l’opération suivante va consister au paramétrage de GRBL. ce paramétrage ne se fait pas directement dans GRBL via l’IDE ARDUINO mais via le logiciel de commande de la CNC qui est en communication avec la carte ARDUINO et GRBL. c’est ce logiciel qui va permettre d’aller modifier les paramètres dans GRBL .
plusieurs soft de commande open source (libre) comptatibles avec GRBL sont disponibles, voici une liste des plus connus avec le lien vers le site qui permet de les telecharger:
Universal GODE Sender:
https://github.com/winder/Universal-G-Code-Sender
GRBL Controller:
https://github.com/zapmaker/GrblHoming
CANDLE:
https://github.com/Denvi/Candle
pour plus d’info sur l’utilisation de ces software , voir la rubrique CAO-FAO-XAO du site de e-learning. GRBL Controller etant tombé en désuétude , la rubrique ne développe que l’utilisation de CANDLE et Universal GCODE Sender.
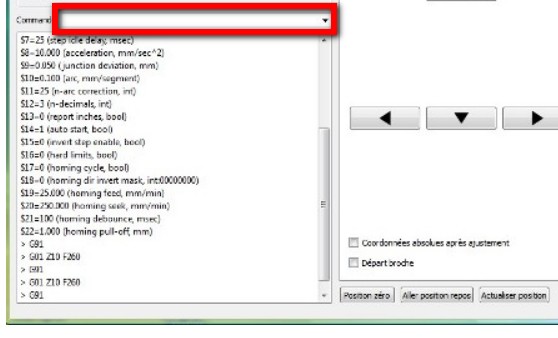
voici par exemple a quoi ressemble Grbl Controller 3.6.1 une fois démarré sur le PC qui est connecté a l’ARDUINO.

Une fois le soft ouvert, pour etablir la connexion avec la carte ARDUINO, il faut aller dans la partie en haut a gauche , sélectionner le port de connexion ( le port COM3 dans le cas présent). sélectionner la vitesse de connexion (115200 si pas affichée par défaut) puis cliquer sur « Ouvrir ».
apres quelques secondes , le bouton « Ouvrir » se transforme en « Fermer/RAZ » sur fond rouge, signe que la connexion est établie.

et du texte apparait dans la fenetre en bas a gauche. la zone de texte affiche les paramètres de GRBL tels qu’ils viennent d’être récupérés de l’ARDUINO .

si tout fonctionne correctement , quand vous cliquez sur une des flèches de la zone commande d’axe (zone a droite en position basse), le moteur pas a pas de l’axe correspondant tourne et dans la zone d’affichage de coordonnées les chiffres doivent évoluer en fonction du déplacement.
Changer un parametre GRBL
le détail des paramètres de configuration de GRBL est expliqué dans le lien suivant
https://github.com/grbl/grbl/wiki/Configuring-Grbl
ce site étant en anglais , voici ci dessous une synthese en français pour vous aider a la manipulation :
liste des parametres GRBLV0.9:
$0=10 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=6 (dir port invert mask:00000110)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.020 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=1 (homing dir invert mask:00000001)
$24=50.000 (homing feed, mm/min)
$25=635.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=314.961 (x, step/mm)
$101=314.961 (y, step/mm)
$102=314.961 (z, step/mm)
$110=635.000 (x max rate, mm/min)
$111=635.000 (y max rate, mm/min)
$112=635.000 (z max rate, mm/min)
$120=50.000 (x accel, mm/sec^2)
$121=50.000 (y accel, mm/sec^2)
$122=50.000 (z accel, mm/sec^2)
$130=225.000 (x max travel, mm)
$131=125.000 (y max travel, mm)
$132=170.000 (z max travel, mmpour changer un parametre GRBL , il faut aller dans la petite fenetre « commande » de votre soft de commande de la CNC ( en general la fenetre qui permet d’envoyer des instruction GCODE en ligne a ligne).
et ensuite il suffit de taper une commande du type
$x= valeur
« x « est le numero de paramètre correspondant de la liste de parametres GRBL , et « valeur » la valeur que l’on souhaite mettre comme donnée dans le paramètre . par exemple si dans les paramètres on a:
$100=314.961et que l’on souhaite mettre 240 a la place de 314.961
il faut taper : $100= 240 puis faire « Entrée » avec la touche correspondante.
les parametres GRBL importants
les parametres principaux de GRBL sont les suivants
- le parametre $13 permettent de configurer les unités de déplacement. $13=0 pour les mm et $13=1 pour les pouces
- $100-$101-$102
$100=314.961 (x, step/mm) nombre de pas par mm sur X
$101=314.961 (y, step/mm) nombre de pas par mm sur Y
$102=314.961 (z, step/mm) nombre de pas par mm sur Zil déterminent le nombre de pas pour un déplacement d’un mm sur chaque axe. ces paramètres dépendent du nombre de pas du moteur et du pas de la vis .
il faudra veiller a les configurer de tel façon que les déplacements réels constatés soient conformes a la consigne GCODE de déplacement.
par exemple avec un NEMA 17 de 200 pas et une vis trapezoidale au pas de 5mm sur l’axe X , cela veut dire qu’un tour de moteur fait avancer l’axe de 5 mm. donc que 200 pas correspondent a 5 mm soit 200/5= 40 pas par mm
dans ce cas il faudra donc saisir : $100=40
- les parametres $110-$111-$112 permettent de configurer les vitesses d’avance max sur les 3 axes
- les parametres $120-$121-$122 permettent de configurer les vitesses d’accélération sur les 3 axes
- les parametres $130-$131-$132 permettent de configurer les courses maxi sur les 3 axes
- le parametre $3 permettent de configurer le sens de rotation des moteurs d’axes. c’est ce parametre qu’il faut toucher si un des axes ne se déplace pas dans le bon sens.
le tableau suivant permet de connaitre les valeurs a saisir pour $3:
| valeur | Masque | Invert X | Invert Y | Invert Z |
|---|---|---|---|---|
| 0 | 00000000 | N | N | N |
| 1 | 00000001 | Y | N | N |
| 2 | 00000010 | N | Y | N |
| 3 | 00000011 | Y | Y | N |
| 4 | 00000100 | N | N | Y |
| 5 | 00000101 | Y | N | Y |
| 6 | 00000110 | N | Y | Y |
| 7 | 00000111 | Y | Y | Y |